Nei sistemi di tubazioni industriali, l'affidabilità di ogni raccordo determina l'integrità dell'intera rete. Tra i componenti più essenziali c'è il T uguale con saldatura di testa: un raccordo per tubi che consente di dividere o unire il flusso in una diramazione a 90 gradi mantenendo lo stesso diametro su tutte e tre le uscite. Che si stia progettando un impianto di processo, un impianto di trattamento delle acque o un oleodotto e un gasdotto, comprendere i raccordi a T uguali saldati di testa è fondamentale per prendere le giuste decisioni ingegneristiche.
What Is a Saldatura di testa Equal Tee?
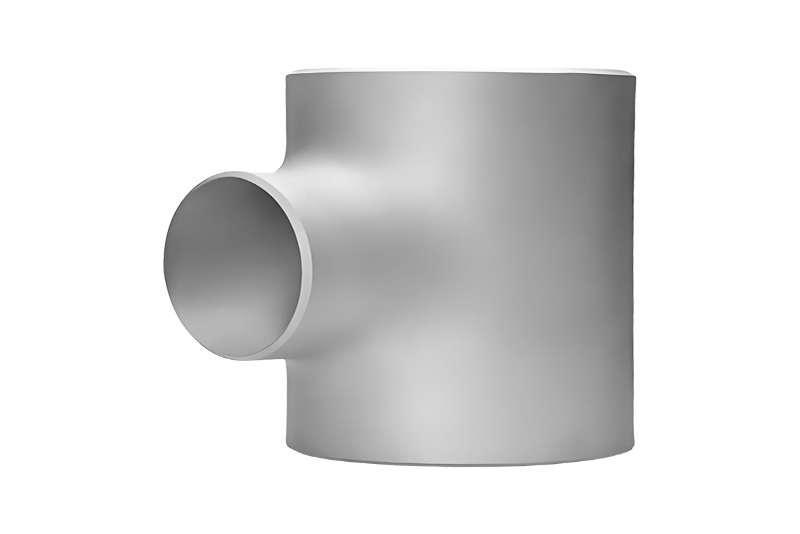
A T uguale con saldatura di testa , comunemente indicato anche come raccordo a T dritto o raccordo a T uguale, è un raccordo per tubi a forma di T in cui tutte e tre le porte di connessione condividono la stessa dimensione nominale del tubo (NPS). È progettato per essere unito ai tubi adiacenti tramite saldatura di testa, un processo in cui le estremità dei tubi vengono allineate faccia a faccia e fuse insieme utilizzando il calore. Questo metodo produce un giunto permanente e a prova di perdite con integrità strutturale paragonabile al tubo stesso.
La designazione "uguale" significa che il tubo di scorrimento e il tubo di diramazione hanno diametri identici. Ciò contrasta con un T riduttore, dove la diramazione è più piccola del tratto. Si preferiscono T uguali quando è richiesta una distribuzione uniforme del flusso in tutte le direzioni da un singolo punto di giunzione.
Come funziona la saldatura di testa per i raccordi a T?
La saldatura di testa è uno dei metodi strutturalmente più validi per unire i componenti dei tubi. Il processo prevede la preparazione delle estremità del tubo e il raccordo delle estremità con un angolo di smussatura specifico, in genere compreso tra 30° e 37,5°, per creare una scanalatura che consenta al materiale di apporto di penetrare in profondità e formare una saldatura a piena penetrazione. Se eseguito correttamente, il giunto di saldatura raggiunge un'efficienza quasi del 100%, il che significa che può sostenere la stessa pressione nominale del materiale di base.
Per un T uguale con saldatura di testa, sono necessarie tre saldature di testa separate: due sulle estremità del tratto e una sull'uscita del ramo. La qualità di ogni saldatura è fondamentale. Nelle applicazioni ad alta pressione o alta temperatura, i test non distruttivi (NDT) come i test radiografici (RT) o i test ultrasonici (UT) vengono eseguiti dopo la saldatura per verificare l'integrità di ciascun giunto.

Materiali comuni utilizzati per T uguali con saldatura di testa
I T uguali con saldatura di testa sono prodotti in un'ampia gamma di materiali per adattarsi a diversi ambienti di servizio. La scelta del materiale influisce direttamente sulla resistenza alla corrosione, sulla tolleranza alla temperatura e sulla resistenza meccanica del raccordo. Di seguito sono riportati i materiali più comunemente utilizzati:
- Acciaio al carbonio (ASTM A234 WPB): Il materiale più utilizzato per tubazioni di uso generale. Offre una buona resistenza a costi moderati ed è adatto a temperature comprese tra -29°C e 427°C.
- Acciaio inossidabile (ASTM A403 WP304/316): Preferito in ambienti corrosivi come lavorazioni chimiche, alimenti e bevande e applicazioni marine. Il grado 316 offre una resistenza superiore alla corrosione indotta da cloruri.
- Acciaio legato (ASTM A234 WP11/WP22): Utilizzato in sistemi ad alta temperatura e alta pressione come caldaie e raffinerie. Le leghe di cromo-molibdeno forniscono una maggiore resistenza allo scorrimento viscoso.
- Acciaio inossidabile duplex e super duplex: Scelto per applicazioni offshore e sottomarine dove sia la robustezza che la resistenza alla corrosione sono fondamentali.
- Leghe di Nichel (Inconel, Monel, Hastelloy): Applicato in ambienti estremi che coinvolgono sostanze chimiche aggressive, temperature molto elevate o condizioni criogeniche.
Norma e specifiche dimensionali chiave
I T uguali saldati di testa devono essere conformi agli standard dimensionali e di materiale riconosciuti a livello internazionale per garantire la compatibilità tra i sistemi di tubazioni. I team di approvvigionamento e ingegneria devono sempre verificare che i raccordi soddisfino le specifiche applicabili prima dell'installazione.
| Standard | Ambito |
| ASME B16.9 | Raccordi saldati di testa realizzati in fabbrica (dimensioni e tolleranze) |
| ASME B16.28 | Gomiti e ritorni a corto raggio (riferito insieme a B16.9) |
| ASTM A234 | Raccordi per tubi in acciaio al carbonio e legato per temperature moderate ed elevate |
| ASTM A403 | Raccordi per tubazioni in acciaio inossidabile austenitico lavorato |
| MSS SP-75 | Raccordi saldati di testa ad alta resistenza per servizi ad alta pressione |
| EN10253 | Norma europea per i raccordi per tubi a saldatura di testa |
Gli schemi dello spessore della parete (Sch 10, Sch 40, Sch 80, Sch 160, XXS) determinano la capacità di pressione del raccordo. La pianificazione deve corrispondere al tubo di collegamento per garantire un foro interno a filo e un'adeguata preparazione alla saldatura.
Metodi di produzione: come vengono prodotti i T uguali?
Il metodo di produzione influisce sulle proprietà meccaniche, sulla finitura superficiale e sulla precisione dimensionale del raccordo. I due principali approcci produttivi sono:
Formatura a caldo (metodo di estrusione)
Questo è il processo di produzione più comune per i tee di diametro maggiore. Un tubo o una piastra preformata viene riscaldato e quindi pressato idraulicamente in uno stampo per formare la forma a T. Il ramo viene estruso verso l'esterno dal tratto principale. Questo metodo produce un raccordo senza saldatura o quasi senza saldatura con un'eccellente struttura della grana e uno spessore di parete uniforme, che lo rende particolarmente adatto per applicazioni critiche in termini di pressione.
Formatura a freddo
Utilizzata prevalentemente per T di diametro inferiore (tipicamente inferiore a DN 50), la formatura a freddo prevede la pressatura del materiale a temperatura ambiente. Questo metodo fornisce tolleranze dimensionali strette e una finitura superficiale pulita, ma può introdurre tensioni residue nel materiale. Il trattamento termico post-formatura viene spesso applicato per alleviare queste sollecitazioni, soprattutto per i gradi di acciaio inossidabile.
Applicazioni in tutti i settori
Il T uguale con saldatura di testa è un raccordo universale presente praticamente in ogni settore che utilizza tubazioni pressurizzate. La sua versatilità progettuale e i robusti giunti saldati lo rendono applicabile in condizioni difficili in cui altri tipi di connessione potrebbero fallire.
- Petrolio e gas: Ampiamente utilizzato nelle tubazioni a monte, a metà e a valle per diramare il flusso verso separatori, scambiatori di calore e serbatoi di stoccaggio.
- Lavorazioni petrolchimiche e chimiche: Richiesto nelle linee di alimentazione dei reattori, nelle colonne di distillazione e nei sistemi di dosaggio di prodotti chimici dove è obbligatorio garantire prestazioni senza perdite.
- Generazione di energia: Si trova nei sistemi di distribuzione del vapore, nelle linee dell'acqua di alimentazione delle caldaie e nei circuiti dell'acqua di raffreddamento nelle centrali elettriche convenzionali e nucleari.
- Trattamento delle acque e delle acque reflue: Utilizzato nei collettori di distribuzione e nelle tubazioni di processo dove la resistenza alla corrosione e la lunga durata sono priorità.
- Trasformazione farmaceutica e alimentare: I T uguali in acciaio inossidabile di grado igienico con foro interno liscio e finiture elettrolucidate prevengono la crescita batterica e garantiscono la purezza del prodotto.
- Costruzioni navali e piattaforme offshore: I T in acciaio duplex di grado marino vengono utilizzati nei sistemi di raffreddamento e zavorra dell'acqua di mare a bordo di navi e strutture offshore.
Migliori pratiche di installazione per T uguali con saldatura di testa
Una corretta installazione è fondamentale quanto la scelta del materiale. Un raccordo di alta qualità può essere compromesso da una tecnica di saldatura inadeguata, da una preparazione inadeguata o da un allineamento improprio. Le seguenti best practice contribuiscono a garantire un'installazione affidabile e duratura:
Preparazione dell'estremità del tubo
Tutte le estremità dei tubi e dei raccordi devono essere pulite, esenti da ruggine, scaglie di laminazione, vernice, olio o umidità prima della saldatura. Gli angoli smussati devono corrispondere alla preparazione dell'estremità del raccordo, in genere 30° per i raccordi conformi a ASME B16.9. Utilizzare strumenti di smussatura meccanica o taglio al plasma con molatura per ottenere un bordo preciso. Gli smussi disallineati aumentano il rischio di fusione incompleta e difetti di saldatura.
Adattamento e allineamento
Saldare a punti il raccordo in almeno tre posizioni equidistanti prima di completare la passata di radice. Assicurarsi che il foro interno sia a filo per evitare turbolenze, erosione o corrosione interstiziale nel giunto. Utilizzare fascette per l'allineamento dei tubi o strumenti di adattamento per mantenere la concentricità durante tutto il processo di saldatura. Il disallineamento, anche di pochi millimetri, può creare punti di concentrazione dello stress che riducono la durata a fatica.
Trattamento termico pre-riscaldamento e post-saldatura (PWHT)
A seconda del materiale e dello spessore della parete, potrebbe essere necessario un preriscaldamento per evitare la rottura da idrogeno. I tubi in acciaio al carbonio con spessore delle pareti superiore a 25 mm richiedono in genere il preriscaldamento ad almeno 150°C. Dopo la saldatura, PWHT può essere incaricato dai codici applicabili (ASME B31.3, EN 13480) di alleviare le tensioni residue, in particolare nelle installazioni in acciaio legato e acciaio al carbonio a pareti spesse.
Ispezione post-installazione
Dopo la saldatura, ciascun giunto deve essere ispezionato visivamente, seguito da controlli NDT adeguati alla classe di servizio. Per i servizi critici (Classe 1 secondo ASME B31.3), il test radiografico o ultrasonico al 100% di ciascuna saldatura è standard. Il test di pressione idrostatica o pneumatica del gruppo completato verifica la tenuta del sistema prima della messa in servizio.
Confronto tra T uguali con saldatura di testa e altri metodi di giunzione a T
Non tutti i raccordi a T utilizzano la saldatura di testa. Comprendere il confronto tra questo metodo e le alternative aiuta gli ingegneri a selezionare la soluzione giusta per ciascun contesto applicativo.
| Tipo di connessione | Valutazione della pressione | Smontaggio | Miglior caso d'uso |
| Butt Weld | Il più alto | No (permanente) | Sistemi ad alta pressione e alta temperatura |
| Filettato (NPT) | Da basso a moderato | Sì | Linee di servizio di piccolo diametro e a bassa pressione |
| Saldatura a presa | Da moderato ad alto | No | Tubazioni ad alta pressione con diametro ridotto (≤DN 50) |
| Flangiato | Alto | Sì | Dove è necessaria una manutenzione o una rimozione frequente |
I T uguali con saldatura di testa si distinguono per la loro capacità di gestire le condizioni di servizio più impegnative mantenendo il sistema completamente sigillato senza guarnizioni, tenute o filettature che potrebbero deteriorarsi nel tempo.
Selezione del T uguale con saldatura di testa giusto per il tuo progetto
Scegliere il raccordo a T uguale corretto implica molto più che semplicemente abbinare il diametro del tubo. Gli ingegneri devono considerare diversi parametri tecnici contemporaneamente per garantire che il raccordo funzioni in modo affidabile per tutta la vita utile prevista.
- Dimensione nominale del tubo (NPS) e programma: Deve corrispondere al tubo collegato per garantire la continuità strutturale e il corretto spazio di saldatura.
- Pressione e temperatura di progetto: Fare riferimento incrociato alle sollecitazioni ammissibili del materiale da ASME Sezione II Parte D rispetto alle condizioni operative massime del sistema.
- Compatibilità dei fluidi: Verificare che il materiale del raccordo sia chimicamente compatibile con il fluido di processo, comprese tracce di contaminanti e detergenti.
- Condizione di trattamento termico: Specificare la condizione normalizzata, ricotta o solubilizzata come richiesto dallo standard dei materiali applicabile.
- Ispezione e certificazione di terze parti: Per i servizi critici, richiedi rapporti sui test dei materiali (MTR), identificazione positiva dei materiali (PMI) e certificazione di terze parti da organismi come Lloyd's, Bureau Veritas o DNV.
Investire in anticipo tempo nella definizione di specifiche adeguate previene guasti costosi, arresti non pianificati e incidenti di sicurezza. Un T uguale con saldatura di testa, se specificato, prodotto e installato correttamente, garantirà decenni di servizio affidabile anche negli ambienti industriali più difficili.

 2025-11-17Leggi di più
2025-11-17Leggi di più 2025-11-17Leggi di più
2025-11-17Leggi di più