Raccordi per tubi a saldare di testa rappresentano la spina dorsale dei moderni sistemi di tubazioni in settori che vanno dal petrolio e gas alla produzione farmaceutica. Questi componenti progettati con precisione consentono cambi di direzione, collegamenti di diramazione, transizioni dimensionali e terminazioni di linea mantenendo l'integrità strutturale e la capacità di contenimento della pressione delle reti di tubazioni saldate. A differenza delle connessioni filettate o flangiate, i raccordi con saldatura di testa creano giunti permanenti e a tenuta stagna attraverso la saldatura per fusione, offrendo resistenza superiore, caduta di pressione minima e maggiore affidabilità in condizioni di servizio impegnative. Comprendere i vari tipi di raccordi con saldatura di testa, le loro applicazioni specifiche, gli standard dimensionali e i criteri di selezione è essenziale per ingegneri, progettisti e produttori che lavorano per creare sistemi di tubazioni sicuri ed efficienti.
Gomiti saldati di testa per cambi di direzione
I gomiti costituiscono i raccordi a saldare di testa più comunemente utilizzati, consentendo ai sistemi di tubazioni di cambiare direzione mantenendo la continuità del flusso e la resistenza strutturale. Questi raccordi sono disponibili in vari angoli, raggi e configurazioni per soddisfare diversi requisiti di percorso e specifiche prestazionali. Il gomito standard a 90 gradi cambia la direzione del flusso di un angolo retto e rappresenta il cavallo di battaglia dei cambi di direzione delle tubazioni. Questi gomiti sono disponibili in due configurazioni di raggio primario: raggio lungo (LR) e raggio corto (SR). I gomiti a lungo raggio presentano un raggio centrale pari a 1,5 volte il diametro nominale del tubo, fornendo cambiamenti più delicati della direzione del flusso che riducono al minimo la caduta di pressione e l'erosione, rendendoli la scelta preferita per la maggior parte delle applicazioni.
I gomiti a raggio corto, con raggio centrale pari al diametro nominale del tubo, creano cambi di direzione più compatti, utili laddove i vincoli di spazio impediscono raccordi a raggio lungo. Tuttavia, la curvatura più stretta crea cadute di pressione più elevate e maggiore turbolenza, causando potenzialmente erosione in servizi ad alta velocità o abrasivi. Il gomito a 45 gradi fornisce un cambio di direzione più delicato rispetto ai raccordi a 90 gradi, spesso utilizzati in coppia per creare curve a 90 gradi con una caduta di pressione inferiore rispetto ai gomiti a 90 gradi singoli. Altri angoli specializzati, inclusi 22,5 gradi, e angoli personalizzati possono essere prodotti per applicazioni specifiche, sebbene i raccordi standardizzati da 45 e 90 gradi offrano una migliore disponibilità e costi inferiori.
Metodi di produzione del gomito
I gomiti con saldatura di testa vengono prodotti attraverso diversi processi, ciascuno dei quali influisce sulle proprietà del raccordo e sull'idoneità per diverse applicazioni. I gomiti senza saldatura, formati mediante piegatura a caldo o a freddo di tubi senza saldatura, offrono uno spessore di parete uniforme e nessuna giuntura longitudinale, rendendoli ideali per servizi critici e ad alta pressione. I gomiti saldati, fabbricati da piastra o tubo saldato, contengono un cordone di saldatura longitudinale che deve essere considerato nella progettazione e nell'orientamento durante l'installazione. I gomiti piegati a mandrino, creati piegando un tubo diritto su mandrini di formatura, forniscono un'eccellente consistenza dimensionale ma possono mostrare un assottigliamento delle pareti sull'estradosso (raggio esterno) e un ispessimento sull'intradosso (raggio interno) che deve essere preso in considerazione nei calcoli delle sollecitazioni.

Tee e raccordi a croce per connessioni di derivazione
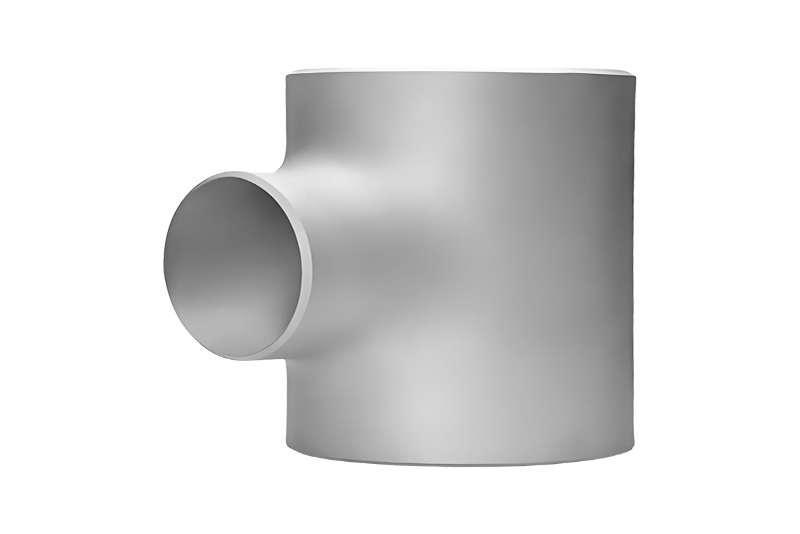
I raccordi a T consentono collegamenti di derivazione nei sistemi di tubazioni, creando giunzioni a tre vie in cui il flusso può dividersi o combinarsi. Il T dritto, chiamato anche T uguale, presenta diametri identici su tutte e tre le aperture, consentendo ai tubi di uguali dimensioni di intersecarsi ad angolo retto. Questa configurazione è adatta alle applicazioni in cui il flusso si divide equamente o dove le linee di derivazione e di derivazione trasportano portate simili. I T di riduzione incorporano un'uscita di diramazione di diametro inferiore pur mantenendo le connessioni di uguale diametro, accogliendo linee di diramazione con requisiti di flusso inferiori senza richiedere raccordi di riduzione separati. L'uscita ridotta può essere concentrica (centrata) o eccentrica (offset), con configurazioni eccentriche che impediscono l'accumulo di liquido nelle diramazioni orizzontali.
I raccordi trasversali, sebbene meno comuni dei raccordi a T, forniscono intersezioni a quattro vie dove si intersecano due tubi perpendicolari. Questi raccordi sono soggetti a modelli di sollecitazione complessi sotto pressione e carichi termici, il che li rende più costosi e generalmente meno preferiti rispetto all'utilizzo di raccordi a T multipli. Tuttavia, le croci forniscono soluzioni efficienti in termini di spazio per geometrie specifiche e sono occasionalmente necessarie in installazioni compatte. Sia i raccordi a T che quelli a croce sono disponibili in vari programmi e valori di pressione per soddisfare le specifiche dei tubi di collegamento, garantendo uno spessore di parete costante e una capacità di contenimento della pressione in tutto il sistema di tubazioni.
| Tipo di raccordo | Configurazione | Applicazione primaria | Vantaggio chiave |
| Maglietta dritta | Uscite di uguale diametro | Equa distribuzione del flusso | Valutazione di pressione uniforme |
| T riducente | Uscita diramazione ridotta | Collegamenti di linee derivate | Soluzione di raccordo unico |
| T laterale | Ramo di 45 gradi | Transizione del flusso più fluida | Caduta di pressione inferiore |
| Croce | Giunzione a quattro vie | Intersezioni perpendicolari | Efficienza spaziale |
Riduttori per transizioni dimensionali dei tubi
I riduttori facilitano le transizioni tra diversi diametri di tubo, consentendo l'ottimizzazione delle velocità di flusso e dei costi delle tubazioni in tutto il sistema. I riduttori concentrici mantengono una linea centrale comune tra le dimensioni dei tubi più grandi e quelle più piccole, creando una forma conica simmetrica. Questa configurazione funziona bene per tubazioni verticali o servizi di gas in cui è importante mantenere l'allineamento della linea centrale e l'accumulo di liquidi non è un problema. La variazione graduale del diametro nei riduttori concentrici riduce al minimo la turbolenza e la caduta di pressione, rendendoli adatti alla maggior parte delle applicazioni di transizione dimensionale dove la geometria lo consente.
I riduttori eccentrici presentano linee centrali sfalsate con un lato del raccordo che rimane piatto o parallelo, impedendo l'accumulo di liquido nei punti più alti o sacche di vapore nei punti più bassi delle tubazioni orizzontali. L'installazione di riduttori eccentrici con il lato piatto rivolto verso l'alto nelle linee del liquido orizzontali previene la formazione di sacche di gas che potrebbero causare interruzioni del flusso o cavitazione. Al contrario, l'installazione con il lato piatto rivolto verso il basso nelle linee del gas orizzontali impedisce l'accumulo di liquido che potrebbe creare problemi di flusso o corrosione. La configurazione eccentrica facilita inoltre lo scarico durante la manutenzione eliminando i punti bassi in cui potrebbero intrappolarsi i liquidi.
Considerazioni sulla progettazione del riduttore
L'angolo di riduzione del diametro nei riduttori influisce sulla caduta di pressione e sulle caratteristiche del flusso. I riduttori standard presentano generalmente angoli compresi tra 15 e 30 gradi, bilanciando la lunghezza compatta del raccordo con perdite di pressione accettabili. Angoli più ripidi creano raccordi più corti ma aumentano la turbolenza e la caduta di pressione, mentre angoli più graduali richiedono raccordi più lunghi ma forniscono transizioni del flusso più uniformi. Per applicazioni critiche che coinvolgono alte velocità o servizi erosivi, è possibile specificare riduttori personalizzati con conicità graduale per ridurre al minimo i disturbi del flusso. Lo spessore della parete dei riduttori corrisponde generalmente allo spessore più spesso dei due tubi di collegamento per garantire un'adeguata resistenza in tutta la zona di transizione.
Cappucci per terminazione e chiusura di linea
I cappucci saldati di testa forniscono una chiusura permanente per le estremità dei tubi, creando terminazioni a tenuta di pressione per linee senza uscita, terminazioni temporanee durante la costruzione in fasi o collegamenti permanenti alle apparecchiature. Questi raccordi a cupola distribuiscono i carichi di pressione in modo efficiente attraverso la loro geometria curva, ottenendo la stessa pressione nominale del tubo di collegamento utilizzando materiale relativamente sottile. La forma emisferica o ellittica dei cappucci fornisce rapporti resistenza/peso superiori rispetto alle chiusure piatte, rendendoli la scelta preferita per le terminazioni contenenti pressione.
I cappucci sono disponibili in varie forme della testa, tra cui emisferica, ellittica (2:1) e torisferica, ciascuna delle quali offre diversi rapporti profondità/diametro ed efficienze di contenimento della pressione. I cappucci emisferici forniscono la geometria più resistente ma richiedono il profilo più profondo, mentre i cappucci ellittici e torisferici offrono soluzioni più compatte con valori di pressione leggermente ridotti. Per le applicazioni che richiedono un accesso frequente o una potenziale estensione futura, le chiusure flangiate con flange cieche possono essere più pratiche dei cappucci saldati di testa permanenti, anche se con un costo iniziale più elevato e un maggiore potenziale di perdite.
Estremità dello stub e raccordi a sovrapposizione
Le estremità stub, chiamate anche estremità stub joint, sono raccordi specializzati con saldatura di testa progettati per funzionare con flange giuntate nella creazione di connessioni flangiate semipermanenti. L'estremità del tronchetto si salda al tubo fornendo al contempo una svasatura raggiata che si posiziona contro una flangia di giunzione a sovrapposizione allentata. Questa configurazione offre numerosi vantaggi rispetto alle tradizionali flange con collo saldato, in particolare nei sistemi che utilizzano materiali di tubazioni in lega costosa. L'estremità terminale, realizzata con la stessa lega resistente alla corrosione del tubo, garantisce il contatto con tutta la superficie bagnata, mentre la flangia del giunto sovrapposto senza contatto può essere realizzata in acciaio al carbonio economico, riducendo significativamente i costi del materiale.
Le estremità del tronchetto facilitano l'allineamento durante l'installazione poiché la flangia del giunto sovrapposto può ruotare liberamente sull'estremità del tronchetto, semplificando l'allineamento dei fori dei bulloni con le flange di accoppiamento. Questa caratteristica si rivela particolarmente utile quando si installano tubazioni lunghe o si effettuano collegamenti ad apparecchiature fisse dove è difficile un allineamento rotazionale preciso. Il giunto saldato di testa tra l'estremità del tronchetto e il tubo può essere esaminato radiograficamente più facilmente rispetto alle saldature d'angolo utilizzate con flange a saldare slip-on o a bicchiere, fornendo una maggiore garanzia di qualità per servizi critici. Tuttavia, il gruppo flangia in due pezzi e flangia a sovrapposizione costa più delle flange equivalenti con collo saldato quando entrambi i componenti utilizzano lo stesso materiale, limitando le applicazioni a situazioni in cui il risparmio sui costi del materiale o i vantaggi di allineamento giustificano l'aumento dei costi di montaggio.
Standard dimensionali e specifiche
I raccordi a saldare di testa sono prodotti secondo vari standard dimensionali che garantiscono la compatibilità con le dimensioni standard dei tubi e i programmi di spessore delle pareti. ASME B16.9 copre i raccordi con saldatura di testa in acciaio battuto realizzati in fabbrica, stabilendo dimensioni, tolleranze e valori di pressione-temperatura per le dimensioni da NPS 1/2 a NPS 48. Questo standard definisce le dimensioni dei raccordi comprese le distanze da centro a estremità per i gomiti, le dimensioni da centro a centro e da estremità a T per raccordi a T e croci e le lunghezze faccia a faccia per riduttori e cappucci. MSS SP-75 fornisce specifiche per raccordi con saldatura di testa a prova elevata, coprendo gli stessi tipi di raccordi con proprietà meccaniche migliorate per condizioni di servizio severe.
Questi standard specificano gli spessori delle pareti corrispondenti agli schemi standard dei tubi (da 10 a XXH), garantendo che i raccordi mantengano valori di pressione costanti con i tubi di collegamento. Gli standard definiscono inoltre intervalli di tolleranza per dimensioni critiche, limiti di ovalità e requisiti di rettilineità che garantiscono il corretto adattamento durante la saldatura e l'assemblaggio del sistema. Per dimensioni, materiali o configurazioni non coperti dalle specifiche standard, è possibile produrre raccordi personalizzati in base ai requisiti specifici del progetto, anche se a costi più elevati e tempi di consegna più lunghi rispetto agli articoli standard del catalogo.
Specifiche dei materiali
I raccordi a saldare di testa sono disponibili nella gamma completa di materiali per tubazioni, tra cui acciaio al carbonio, acciaio inossidabile, acciaio legato, leghe di nichel, titanio e altri materiali specializzati. Le specifiche dei materiali comuni includono ASTM A234 per raccordi in acciaio al carbonio e legato, ASTM A403 per raccordi in acciaio inossidabile austenitico lavorato e vari altri standard ASTM per famiglie di materiali specifici. La scelta del materiale dipende dalle condizioni di servizio, tra cui temperatura, pressione, ambiente corrosivo e compatibilità con i fluidi di processo. I raccordi devono corrispondere o superare le specifiche del tubo di collegamento per garantire resistenza alla corrosione e proprietà meccaniche costanti in tutto il sistema di tubazioni.
Raccordi a saldare di testa per usi speciali
Oltre ai gomiti, ai raccordi a T, ai riduttori e ai cappucci standard, i raccordi specializzati con saldatura di testa soddisfano requisiti di tubazioni unici. I laterali, chiamati anche T laterali o raccordi a stella, presentano collegamenti di diramazione ad angoli di 45 gradi anziché i rami perpendicolari dei T standard. Questa configurazione fornisce transizioni del flusso più fluide per i derivazioni dei rami, riducendo la caduta di pressione e l'erosione rispetto ai raccordi a T a 90 gradi. I laterali sono particolarmente utili nei servizi ad alta velocità o dove è fondamentale ridurre al minimo la perdita di pressione, sebbene la loro geometria specializzata li renda più costosi dei raccordi a T standard.
I nippli a pressare, detti anche nippli riduttori o nippli disuguali, combinano la funzione di un riduttore con un breve tratto di tubo in un unico raccordo. Questi componenti passano da una dimensione di tubo all'altra su una distanza molto breve, utile laddove i vincoli di spazio impediscono l'installazione di riduttori standard. Le selle o i raccordi di uscita sagomati forniscono collegamenti di diramazione rinforzati per applicazioni di uscita prefabbricate, saldando sul tubo di scorrimento per creare aperture di diramazione senza raccordi a T separati. Queste connessioni fabbricate offrono flessibilità nel posizionamento e negli angoli delle diramazioni, ma richiedono procedure di saldatura e ispezioni specializzate per garantire un'adeguata resistenza e una struttura a tenuta stagna.
Requisiti di preparazione finale e smussatura
Una corretta preparazione delle estremità è fondamentale per ottenere saldature di testa solide durante l'installazione di questi raccordi. I raccordi standard a saldare di testa sono forniti con estremità smussate predisposte per la saldatura secondo le specifiche ASME B16.25. L'angolo di smusso standard di 37,5 gradi (creando un angolo incluso di 75 gradi quando si uniscono due estremità smussate) fornisce un'apertura della radice adeguata e un angolo di scanalatura appropriato per la penetrazione completa della saldatura utilizzando vari processi di saldatura. La faccia della radice, generalmente di 1,6 mm (1/16 di pollice), fornisce un appoggio per la passata della radice e aiuta a prevenire la bruciatura durante la saldatura iniziale.
Il corretto allineamento e il controllo del gioco durante l'adattamento garantiscono la qualità della saldatura e l'integrità del sistema. L'apertura della radice tra i componenti montati varia generalmente da 1,6 mm a 3,2 mm a seconda del processo di saldatura, dello spessore della parete del tubo e delle preferenze del saldatore, con spazi coerenti attorno alla circonferenza che garantiscono apporto e penetrazione di calore uniformi. Il disallineamento tra il raccordo e l'asse del tubo deve essere ridotto al minimo, con la maggior parte dei codici che limitano l'offset a 1,6 mm o 1/8 dello spessore della parete, a seconda di quale valore sia inferiore. Un disallineamento eccessivo crea concentrazioni di sollecitazioni e potenziali punti di cedimento, in particolare nel servizio ciclico in cui si verifica il carico di fatica.
Criteri di selezione per raccordi a saldare di testa
La selezione di raccordi con saldatura di testa adeguati richiede la valutazione di molteplici fattori oltre la semplice compatibilità dimensionale. Le condizioni di servizio, tra cui pressione, temperatura, caratteristiche del fluido e portata, determinano la classe di pressione richiesta e la selezione del materiale. I servizi corrosivi o erosivi possono richiedere materiali migliorati o schemi di pareti più spesse per garantire una durata di servizio adeguata. Le caratteristiche del flusso influenzano la scelta della geometria del raccordo: i servizi ad alta velocità beneficiano di gomiti a lungo raggio e riduttori graduali per ridurre al minimo la caduta di pressione e l'erosione, mentre le installazioni compatte possono richiedere gomiti a corto raggio nonostante le maggiori perdite di pressione.
- Valori nominali di pressione e temperatura: corrispondono o superano le condizioni massime di progettazione con margini di sicurezza adeguati
- Compatibilità dei materiali: garantire che la resistenza alla corrosione e le proprietà meccaniche siano adatte ai fluidi di processo e alle condizioni operative
- Pianificazione e spessore delle pareti: mantenere uno spessore delle pareti costante in tutto il sistema per una pressione nominale uniforme
- Conformità al codice: verificare che i raccordi soddisfino i codici delle tubazioni applicabili come ASME B31.1, B31.3 o altri requisiti specifici della giurisdizione
- Documentazione di qualità: ottieni rapporti sui test di cartiera, certificazioni dei materiali e rapporti di ispezione dimensionale per servizi critici
- Considerazioni economiche: bilanciare i costi di montaggio iniziali con la manodopera di installazione, la durata di servizio prevista e i requisiti di manutenzione
Migliori pratiche di installazione e controllo di qualità
Successful butt weld fitting installation requires adherence to proven practices that ensure joint quality and system integrity. Una corretta conservazione dei raccordi protegge le estremità smussate e le superfici interne da danni, corrosione e contaminazione prima dell'installazione. I raccordi devono essere ispezionati visivamente prima dell'installazione per verificare la conformità dimensionale, verificare la presenza di difetti superficiali e garantire un'adeguata marcatura del grado del materiale. La pulizia delle superfici interne e delle aree di preparazione alla saldatura rimuove oli, sporco, scaglie di laminazione e altri contaminanti che potrebbero compromettere la qualità della saldatura o introdurre sostanze che favoriscono la corrosione nel sistema.
Le specifiche della procedura di saldatura (WPS) e le qualifiche del saldatore adeguate ai materiali, allo spessore delle pareti e alle condizioni di servizio devono essere verificate prima dell'inizio della saldatura. I requisiti di preriscaldamento per gli acciai al carbonio e legati devono essere calcolati e applicati per prevenire la fessurazione indotta dall'idrogeno e garantire un'adeguata duttilità della saldatura. Potrebbe essere necessario un trattamento termico post-saldatura per raccordi a pareti spesse, determinati materiali o condizioni di servizio specifiche per alleviare le tensioni residue e ripristinare le proprietà del materiale influenzate dalla saldatura. Gli esami non distruttivi, tra cui radiografia, test a ultrasuoni o altri metodi, verificano la qualità della saldatura e rilevano difetti che potrebbero compromettere l'integrità del sistema.
Comprendere i diversi tipi di raccordi per tubi con saldatura di testa, le loro caratteristiche specifiche e le corrette pratiche di selezione e installazione consente a ingegneri e produttori di creare sistemi di tubazioni affidabili ed efficienti. Dall'onnipresente gomito che consente cambi di direzione alle estremità speciali che facilitano connessioni flangiate economicamente vantaggiose, ogni tipo di raccordo svolge funzioni specifiche all'interno della rete di tubazioni complessiva. L'attenzione agli standard dimensionali, alle specifiche dei materiali, ai requisiti di preparazione delle estremità e alle migliori pratiche di installazione garantisce che questi componenti critici funzionino in modo affidabile per tutta la durata di servizio prevista, mantenendo la sicurezza del sistema e l'efficienza operativa in innumerevoli applicazioni industriali.

 2025-11-17Leggi di più
2025-11-17Leggi di più 2025-11-17Leggi di più
2025-11-17Leggi di più